

Spawanie cylindrów
Proces, który uruchomiony w roku 2008 w naszym oddziale w West Midlands pierwotnie służył jako dodatkowa opcja wykończenia walcowanych płaszczy, pozwala obecnie zaoferować Barnshaws kompleksową usługę wykonania cylindrów.
Dla każdego kontraktu tworzona jest szczegółowa specyfikacja. Z wykorzystaniem naszych stale ulepszanych procedur jakościowych tworzony jest pełny zapis dokumentacji, a w razie potrzeby utworzony raport może zostać złożony do zatwierdzenia przed rozpoczęciem spawania.
Informacje o Spawanie cylindrów
Jako standardowa praktyka, w celu utrzymania wymaganych tolerancji, wszystkie płaszcze cylindrów są ponownie walcowane po spawaniu. Eliminuje to konieczność zwracania przez klienta zbiorników, które mogły ulec deformacji podczas operacji spawania w jego zakładzie, co ze względu na transport czyni tę usługę atrakcyjną opcją.
Każda spoina, w razie konieczności, może zostać częściowo lub w pełni skontrolowana z wykorzystaniem metod nieniszczących wraz z opracowaniem stosownego raportu. We wszystkich przypadkach dokumentacja spawalnicza jest dostarczona po zakończeniu prac w celu zagwarantowania identyfikowalności badanego produktu.
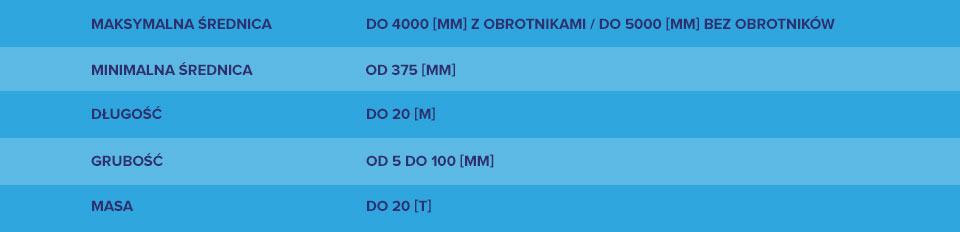
Barnshaws oferuje zbiorniki z pojedynczych płaszczy lub spawane obwodowo z wielu płaszczy do maksymalnej długości 20 [m] oraz wagi 20 [T].

Spawanie łukiem krytym
Metoda szeroko stosowana do spawania stali węglowej oraz nierdzewnej. Spawanie łukiem krytym pozwala na wykonywanie wysokiej jakości, bez defektowych spoin o wysokiej prędkości nakładania oraz głębokiej penetracji. Możliwość zainstalowania jednostki spawającej do kolumny napędowej oraz manipulatora czyni ten proces idealnym do spawania cylindrów.
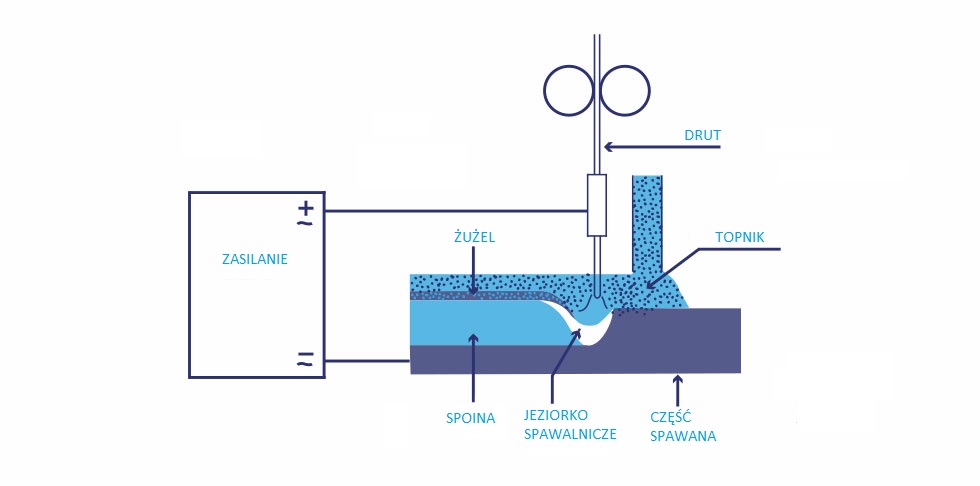
Spawanie łukiem krytym to metoda w której ciepło potrzebne do połączenia metalu generowane jest przez łuk pomiędzy stale podawanym drutem oraz częścią spawaną.
Charakterystyczną cechą procesu jest fakt, że obszar spoiny jest zanurzony pod warstwą granulowanego topnika. Poza funkcją osłony łuku przed zanieczyszczeniami, pozostały z topnika żużel chroni gotową spoinę podczas stygnięcia.
Czynniki, które wpływają na kształt i wygląd spoiny takie jak prąd łuku, napięcie oraz prędkość posuwu są monitorowane oraz regulowane przez kontrolerów co pozwala tworzyć wysokiej jakości spoiny.
Jak przedstawiono na ilustracji, podczas spawania, ciepło łuku topi drut wraz z częścią topnika, tworząc jeziorko spawalnicze. Podczas stygnięcia, topnik na powierzchni spoiny przekształca się w żużel, który po całkowitym ochłodzeniu można łatwo usunąć wykorzystując specjalny system odzyskiwania.
Tolerancje
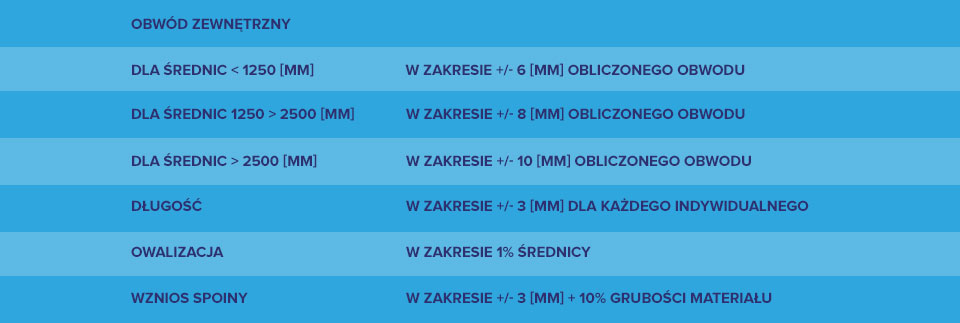
Standardowe tolerancje oferowane dla spawanych cylindrów oparte są o poniższą specyfikację. Po wcześniejszym uzgodnieniu w niektórych przypadkach mogą one zostać zredukowane.
Kontrola oraz identyfikowalność
Wszystkie części spawane przechodzą wewnętrzną kontrolę jakości w procesie produkcyjnym, a także kontrolę wymiarów przed i po walcowaniu jak również wymiarów oraz tolerancji końcowych. Gwarantujemy pełną identyfikowalność produktu, którą zapewnia prowadzenie dokumentacji projektu zgodnie z procedurą.
Zakres możliwości
Dostępne procesy
Spawanie łukiem krytym (SAW)
Spawanie łukiem krytym wymaga ciągłego podawania elektrody w formie drutu. Jeziorko spawalnicze oraz strefa łuku są chronione przed zanieczyszczeniem atmosferycznym poprzez zanurzenie pod warstwą topnika. Topnik składa się z wapna, krzemionki, tlenku manganu, fluorku wapnia oraz innych związków. Gdy roztopiony topnik zaczyna przewodzić, stanowi on doskonałe połączenie elektryczne pomiędzy częścią spawaną, a elektrodą. Gruba warstwa topnika całkowicie pokrywa roztopiony metal w ten sposób zapobiegając odpryskom oraz iskrzeniu jak również redukuje promieniowanie ultrafioletowe oraz opary, które są emitowane podczas procesu.

Spawanie elektrodą otuloną (MMA)
Spawanie elektrodą otuloną polega na wytworzeniu łuku elektrycznego pomiędzy metalową elektrodą otuloną, a częścią spawaną. Ciepło łuku topi materiał części spawanej oraz elektrodę, które mieszając się oraz schładzając formują ciągłą spoinę. Metal znajdujący się wewnątrz elektrody pełni funkcję spoiwa. Elektrody otulone mogą być stosowane do łączenia większości stali węglowych, stali nierdzewnych, żeliw oraz innych metali nieżelaznych. Dla wielu gatunków stali konstrukcyjnych oraz wysokowytrzymałych stali węglowych jest to preferowana metoda spajania.
Spawanie nietopliwą elektrodą wolframową (TIG)
Spawanie nietopliwą elektrodą wolframową w osłonie gazów obojętnych jest procesem spawania łukowego za pomocą niezużywającej się elektrody. Obszar spawania chroniony jest przed zanieczyszczeniami przez gaz obojętny (argon lub hel), a materiał spoiny dostarczony jest dodatkowo w formie drutu. Niektóre spoiny, znane jako autogeniczne, nie wymagają dostarczania materiału do obszaru spawania. Energia elektryczna wytwarzana przez zasilanie procesu prądem stałym płynąca w łuku elektrycznym w obszarze wysoce zjonizowanych gazów sprawia, że metal wyparowuje tworząc plazmę.
TIG jest najczęściej stosowany do spawania cienkich profili ze stali nierdzewnej oraz metali nieżelaznych takich jak aluminium, magnez lub stopy miedzi. Proces ten zapewnia operatorowi większą kontrolę nad jakością spoiny w porównaniu do innych, podobnych technik takich jak SAW lub MIG pozwalając na uzyskanie wytrzymalszych i bardziej precyzyjnych spoin. Jednakże TIG jest stosunkowo bardziej skomplikowaną i trudniejszą do opanowania techniką, a ponadto jest znacznie wolniejszym niż inne rodzaje procesem.
Spawanie elektroda topliwą w osłonie gazów obojętnych/aktywnych (MIG/MAG)
Technika spawania MIG/MAG jako materiał na spoinę wykorzystuje metalowy drut wypełniony topnikiem dostarczany przez dyszę pistoletu spawalniczego. Materiał spoiny jest nieustannie topiony przez łuk elektryczny. Łuk zasilany jest energią generowaną przez źródło zasilające. Łuk oraz jeziorko spawalnicze chronione są przez gazy osłonowe, które podawane są przez dyszę umieszczoną na pistolecie spawalniczym.
Do spawania stosuje się zarówno gazy osłonowe obojętne (MIG) jak i aktywne (MAG). Obojętny w tym przypadku oznacza, że gaz nie reaguje z jeziorkiem spawalniczym lub elektrodą. Jako gazy obojętne stosuje się argon oraz hel. Gazy aktywne zapewniają większe możliwości optymalizacji procesu oraz właściwości spoiny. Wiele materiałów takich jak stal niestopowa wymagają stosowania gazów aktywnych w celu zapewnienia stabilności i niezawodności procesu. Przykładowe gazy aktywne to mieszanka argonu i dwutlenku węgla lub argonu i tlenu.
Informacje techniczne
Nasza misja
W Barnshaws nasza misja „Klient Przede Wszystkim” nie jest tylko pustym hasłem.
Jako firma z największymi możliwościami gięcia stali na świecie, popartymi unikalnym doświadczeniem oraz skalą, dostarczamy dokładnie to czego potrzebujesz, wtedy kiedy jest to potrzebne.
Naszym celem jest rozwijać się wraz z tobą i stworzyć bliską, długoterminową relację biznesową, która zapewni naprawdę wyjątkowe rozwiązania za każdym razem, kiedy będziemy pracować wspólnie.

Wszystkie usługi


Do pobrania


Kalkulator mocy

Kontakt
-

Barnshaws dostarcza gięte profile do budowy Dworca Głównego im. Victorii w Manchesterze
-

Opera Leśna - Barnshaws gnie największe rury
-

Projekt rurociągu petrochemicznego
-

Barnshaws zapewnia wyjątkowe wsparcie dla Welodromu
zapytanie ofertowe

- West Midlands - Coseley
- Tel: 01902 880250
- platebending@barnshaws.com