

Giecie Indukcyjne
Gięcie indukcyjne realizowane w Barnshaws jest zaawansowanym procesem gięcia stali, gwarantującym precyzję, efektywność oraz powtarzalność produkowanych części. Proces ten jest odpowiedni dla szerokiego zakresu produktów i całkowicie eliminuje potencjalne ograniczenia technologii gięcia na zimno takie jak deformacje czy przecienienie ścianki.
Profil lub rurę umieszcza się na łożu maszyny oraz uchylnej dźwigni ustawionej na żądany promień. Następnie materiał jest przepychany za pomocą siłownika hydraulicznego przez cewkę indukcyjną w ściśle kontrolowanym i monitorowanym tempie. Gięcie indukcyjne rur odbywa się w temperaturze około 1000⁰C. Podwyższenie temperatury występuje jedynie w obszarze gięcia, podczas gdy zimne powietrze oraz woda schładzają strefy obróbki po gięciu.
Połączenie odpowiedniej prędkości, temperatury oraz chłodzenia pozwala na wygięcie profilu do mniejszego promienia bez deformacji kształtu.
Typowe zastosowania:
• Energetyka
• Konstrukcje
• Przemysł stoczniowy
• Przemysł naftowy i gazowy
• Petrochemia
Informacje o Giecie Indukcyjne
MOŻLIWOŚCI ORAZ ZAKRES MOCY PRODUKCYJNYCH
Barnshaws oferuje wszechstronne usługi gięcie indukcyjne, zapewniając poniższe kluczowe korzyści:
- Gięcie indukcyjne rur o średnicy od 50,8 [mm] (2”) do 813 [mm] (32”) przy użyciu materiału grubości do 50 [mm]
- Możliwość wygięcia rur oraz profili do promieni mniejszych niż techniką gięcia na zimno
- Powierzchnie rur oraz profili wolne od deformacji oraz skaz
- Możliwość wykonania większej liczby gięć na jednej części
- Zmniejszenie zapotrzebowania na spawanie krótkich odcinków
- Polepszenie integralności gotowego rurociągu
- Metoda szybsza i bardziej wydajna niż tradycyjne metody gięcia na gorąco
- Całkowicie kontrolowany i rejestrowalny proces
Możliwość certyfikacji części wraz z opisem wszystkich kluczowych aspektów procesu gięcia indukcyjnego oraz specyfikacji
Realizując gięcie indukcyjne Barnshaws zapewnia kosztowo efektywne i wydajne wykorzystanie materiału już na etapie ofertacji dzięki analizę zużycia materiału. Pomaga to naszym klientom w osiąganiu bezkonkurencyjnych cen dając im prawdziwą przewagę na rynkach, które obsługują.
Firma Barnshaws zgromadziła również bogate doświadczenie w gięciu profili prostokątnych 500 x 300 [mm], przy użyciu tej wszechstronnej techniki o szerokich możliwościach.
Gniemy indukcyjnie następujące materiały: -
Stale węglowe – Stale nisko, średnio oraz wysokostopowe – Stale chromowe lub molibdenowe – Stale hartowane i odpuszczane – Stale żaroodporne oraz żarowytrzymałe – Stale do pracy na zimno – Stale nierdzewne oraz kwasoodporne – Stale Duplex oraz Super duplex – Stale platerowane – Rury bezszwowe oraz ze szwem
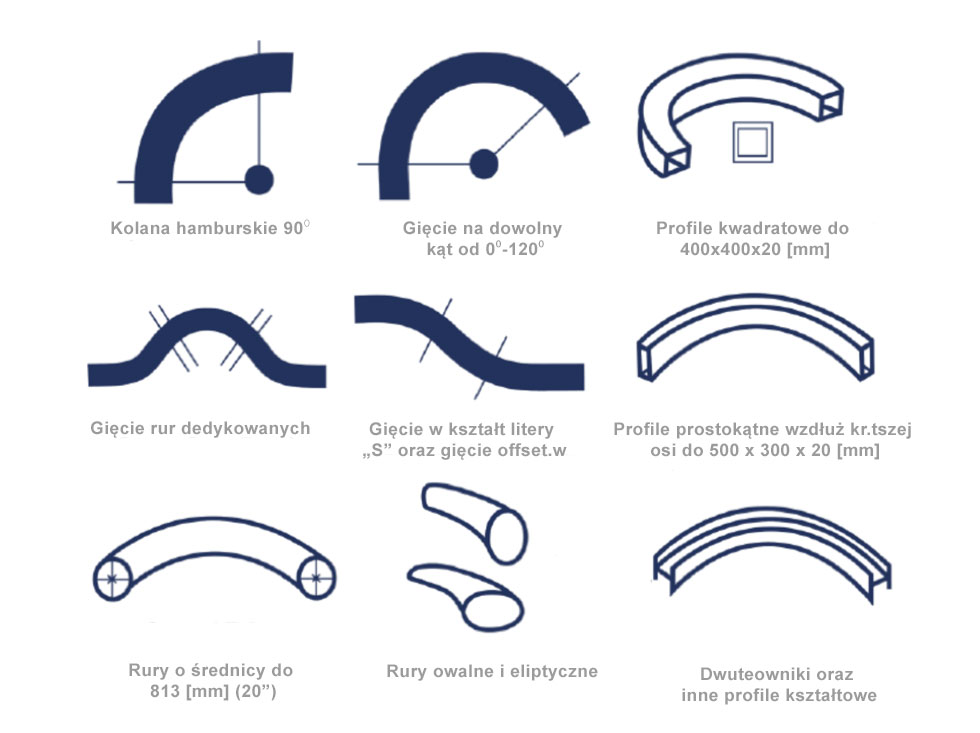
Rodzaje gięć: -
Kolana hamburskie 90° – Gięcie na dowolny kąt od 0-120° – Profile kwadratowe do 400x400x20 [mm] – Gięcie rur dedykowanych – Gięcie w kształt litery „S” oraz gięcie offsetów – Profile prostokątne wzdłuż krótszej osi do 500 x 300 x 20 [mm] – Rury o średnicy do 813 [mm] (32”) – Rury owalne i eliptyczne – Dwuteowniki oraz inne profile kształtowe
Nasza oferta usług związanych z obróbką części po procesie gięcia indukcyjnego obejmuje: -
Ukosowanie krawędzi do spawania – Badania ciśnieniowe – Obróbka cieplna oraz usuwanie zanieczyszczeń – Powlekanie części – Kontrola wewnętrzna lub przez strony trzecie włączając w to badania NDT – Badania mechaniczne oraz nieniszczące

Zakres możliwości produkcyjnych
W naszych fabrykach o łącznej powierzchni ponad 11000 [m2] posiadamy 25 suwnic o maksymalnym udźwigu 20 [T]. Nasze maszyny do gięcia indukcyjnego umożliwiają gięcie rur średnicy od 50,8 [mm] (2”) do 813 [mm] (32”) o grubościach ścianek od 2 [mm] do 50 [mm].
Materiały nadające się do gięcia indukcyjnego -
- Stale węglowe w tym API 5L Gr. B / ASTM A106 Gr. B
- Stale hartowane oraz odpuszczane
- Stale Duplex oraz Super Duplex również z domieszką chromu (UNS S31803 oraz UNS S32750 / 60)
- Stale wysokochromowe w tym ASTM A335 P11, P22 oraz P91
- Stale o zwiększonej wytrzymałości (API 5L X42 to X80) włączając w to stale platerowane
- Stale do pracy na zimno takie jak ASTM A333 Gr. 6
- Stale specjalistyczne włączając w to AISI 4130, Inconel, Hastelloy oraz Ovako 280®
- Stale nierdzewne (ASTM A312, 304L, 316L, 321 i tym podobne)
- Rury bezszwowe oraz ze szwem
Możemy również wykonać następujące usługi: -
- Ukosowanie końców rur
- Czyszczenie chemiczne, trawienie oraz pasywacja
- Cięcie rur do 813 [mm] (32”)
- Niszczące badania mechaniczne zlecane do współpracującego laboratorium zatwierdzonego przez UKAS
- Nieniszczące badania mechaniczne wykonane przez operatorów z uprawnieniami ASNT / PCN 2 drugiego stopnia

Jak działa gięcie indukcyjne?
Gięcie indukcyjne jest zaawansowanym procesem gięcia stali, gwarantującym precyzję, efektywność oraz powtarzalność produkowanych części. Proces ten jest odpowiedni dla szerokiego zakresu produktów i całkowicie eliminuje potencjalne ograniczenia technologii gięcia na zimno takie jak deformacje czy przecienienie ścianki.
Profil lub rurę umieszcza się na łożu maszyny oraz uchylnej dźwigni ustawionej na żądany promień. Następnie materiał jest przepychany za pomocą siłownika hydraulicznego przez cewkę indukcyjną w ściśle kontrolowanym i monitorowanym tempie. Temperatura około 1000 [⁰C] zostaje dostarczona do obszaru gięcia, podczas gdy zimne powietrze oraz woda służą do schłodzenia strefy obróbki po gięciu.
Połączenie odpowiedniej prędkości, temperatury oraz chłodzenia pozwala na wygięcie profilu do mniejszego promienia bez deformacji kształtu.
Konstrukcja maszyn umożliwia gięcie rur lub profili o nieograniczonej długości. Cewka indukcyjna dostarczająca ciepło eliminuje ryzyko marszczenia rur podczas gięcia bez użycia trzpieni lub matryc formujących. Wszystko dzięki solidnym wspornikom podtrzymującym rurę po obu stronach wąskiego, podgrzanego obszaru gięcia.
Ogrzewanie indukcyjne zapewnia dużą szybkość oraz umożliwia dokładną kontrolę temperatury (w zakresie +/- 30⁰C). Na podgrzewanych rurach nie pojawia się zgorzel, a nawet zanieczyszczony materiał w dalszym ciągu może być gięty równie dobrze jak rura w doskonałym stanie. Ta niezwykła elastyczność sprawia, że możemy giąć części z materiału zardzewiałego, ze szwem lub spawanego.
Materiał o zmiennej grubości ściany również może być z łatwością gięty przy użyciu odpowiednich korekt podczas produkcji.
Zalety wykorzystania gięcia indukcyjnego
- Nieograniczone możliwości doboru promienia gięcia oferujące optymalną elastyczność projektowania
- Doskonała jakość w zakresie owalizacji rury, przecienienia ścianki oraz struktury powierzchni
- Tańsze, łatwo dostępne oraz gotowe do wykorzystania rury w porównaniu do części złożonych z kolan hamburskich
- Produkt końcowy wytrzymalszy niż złożony z kolan hamburskich i o ujednoliconej grubości ściany
- Gięcie dużych promieni redukuje tarcie oraz zużycie powierzchni
- Jakość powierzchni części przeznaczonej do gięcia nie ma znaczenia z punktu widzenia przydatności do użycia
- Krótszy czas produkcji w porównaniu do części spawanych z kolan hamburskich
- Żadnych cięć, zaokrągleń, wiercenia, dopasowywania, obróbki cieplnej czy spawania żeby część spełniła wymagania
- Możliwość gięcia rur oraz profili do promieni mniejszych niż w technikach obróbki na zimno
- Powierzchnia materiału pozostaje nienaruszona przez proces
- Możliwe wielokrotne gięcie jednej rury lub profilu
- Zmniejszenie zapotrzebowania na spawanie rur z mniejszych komponentów gwarantujące lepszą integrację rurociągu
- Uniknięcie spawania w miejscach krytycznych
- Zmniejszenie zapotrzebowania na badania nieniszczące i ograniczenie związanych z tym kosztów
- Metoda szybsza i bardziej wydajna niż tradycyjne metody gięcia na gorąco
- Proces eliminuje potrzebę wypełniania profilu na przykład piaskiem czy wkładkami
- Czysty proces bez użycia smarów oraz lubrykantów
- Zmiany w projekcie mogą zostać wprowadzone, aż do ostatniej chwili przed rozpoczęciem produkcji
- Ograniczenie zapotrzebowania na inspekcję spoin
- Krótsze przestoje naprawcze ze względu na relatywnie krótki czas produkcji giętych indukcyjnie części zamiennych
Informacje techniczne
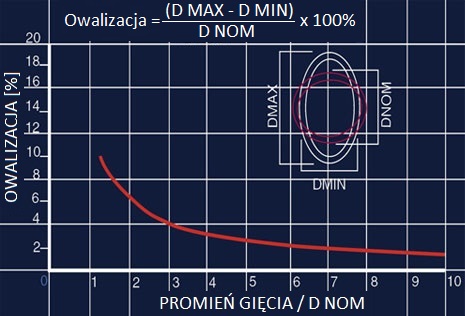
Owalizacja
Stal węglowa o standardowej grubości ścianki
Zakres możliwości
W zakładach grupy Barnshaws możemy giąć rury o średnicy zewnętrznej do 813 [mm] (32”).
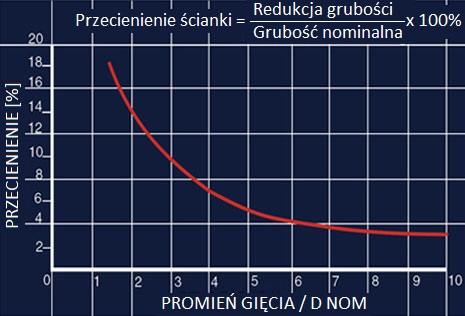
Przecienienie ścianki
Stal węglowa o standardowej grubości ścianki
Zakres możliwości
Materiały które możemy giąć:
- Stale węglowe
- Stale nisko, średnio oraz wysokostopowe
- Stale chromowe lub molibdenowe
- Stale hartowane i odpuszczane
- Stale żaroodporne oraz żarowytrzymałe
- Stale do pracy na zimno
- Stale nierdzewne oraz kwasoodporne
- Stale Duplex oraz Super duplex
- Stale platerowane
- Rury bezszwowe oraz ze szwem
Rodzaje gięć
Doświadczenie Barnshaws
Od roku 1999 jesteśmy głęboko zaangażowani w gięcie indukcyjne. Od tego czasu zgromadziliśmy ogromne doświadczenie realizując różnego rodzaju projekty.
Zakres możliwości w Barnshaws obejmuje rury o średnicy zewnętrznej do 813 [mm] (32”), profile prostokątne o wymiarach do 500 x 300 [mm], profile kwadratowe 500 x 500 [mm], dwuteowniki do 610 [mm] szerokości oraz ceowniki do 430 [mm]. Żadna inna firma na świecie nie oferuje możliwości gięcia tak szerokiego zakresu standardowych oraz nietypowych profili.
Usługi gięcia w Barnshaws są audytowane przez BSI zgodnie ze standardem ISO 9001-2008. Ścisła współpraca z firmą Lloyds pozwala na zatwierdzanie naszych części przez stronę trzecią.
Nasze zaplecze badawcze obejmuje ultradźwiękowe badanie grubości materiału, badanie twardości w obszarze gięcia, badanie oraz raportowanie owalizacji i wymiarów, a także analizę rentgenowską.
Standardowy czas realizacji małych partii produkcyjnych wynosi 10 dni roboczych. Żadna inna firma nie może zaoferować tak krótkiego czasu realizacji.
Oznaczenie CE
Barnshaws jest pierwszą firmą z branży obróbki plastycznej w Wielkiej Brytanii, która osiągnęła całkowitą zgodność ze standardem En1090-1: Wymagania dotyczące oceny zgodności elementów konstrukcyjnych, obejmujące dostawę zagiętych elementów w 4 klasie realizacji (Exc4). Dzięki temu wszystkie nasze produkty zaginane indukcyjnie posiadają oznaczenie CE dla pełnej identyfikowalności.
Pomyślnie oceniona przez Lloyd’s Register LRQA firma Barnshaws jest w stanie dostarczyć klientom odpowiednie systemy, które zapewnią, że wszystkie materiały użyte w produkcji posiadają pełną zaudytowaną identyfikowalność oraz że są zgodne z końcowymi oczekiwaniami.
Oznaczenie CE potwierdza również kompetencje, wiedzę oraz umiejętności personelu produkcyjnego, a także właściwą konserwację oraz kalibrację maszyn i oprzyrządowania (tam gdzie to konieczne).
W celu zagwarantowania, że wszystkie części dostarczone przez naszych dostawców są w pełni zgodne w zakresie pomiarów oraz wydajności, cały łańcuch dostaw został zaangażowany w prces certyfikacji CE.
Wszystkie pięć angielskich oddziałów przeszło pomyślnie proces audytu Lloyds Register.
Obróbka po gięciu
Nieodłączną cechą gięcia indukcyjnego jest możliwość zmiany właściwości mechanicznych materiału, w niektórych przypadkach znacząco, z uwagi na doprowadzoną podczas procesu temperaturę oraz naprężenia.
Większość materiałów giętych indukcyjnie w Barnshaws, w szczególności stale wysokowęglowe oraz typu duplex, będzie wymagała dodatkowej obróbki cieplnej po gięciu w celu przywrócenia lub poprawy właściwości mechanicznych.
Oferujemy następujące usługi obróbki cieplnej po gięciu: -
Normalizacja
Najczęściej stosowana dla stali węglowych takich jak ASTM A106 Gr. B, A333 Gr. 6 oraz API 5L X52. Proces normalizacji wymaga pozostawienia materiału poza piecem na określony czas w celu schłodzenia do temperatury pokojowej.
Odpuszczanie i normalizacja
Najczęściej stosuje się dla materiałów o wysokiej zawartości chromu takich jak ASTM A335 P11 & P22. Odpuszczanie polega na podgrzaniu materiału do temperatury w granicach 150 do 650⁰C i utrzymaniu jej w tej temperaturze przez pewien czas, a następnie schłodzeniu do temperatury pokojowej.
Hartowanie i odpuszczanie
Proces ten stosuje się dla stali wysokowytrzymałych takich jak API 5L X65. Po podgrzaniu materiał przetrzymywany jest w temperaturze przez określony czas. Następnie zostaje szybko schłodzony w odpowiednim środku chłodniczym. Zabieg ten zapewnia odpowiednie zahartowanie. Następnie materiał zostaje odpuszczony w obniżonej temperaturze i schłodzony do temperatury pokojowej.
Wyżarzanie
Proces, który można zastosować dla stali nierdzewnych oraz stali duplex takich jak UNS S31803 oraz UNS S32760. Materiał przetrzymywany jest w podwyższonej temperaturze przez określony czas. Następnie jest schłodzony do temperatury pokojowej.
Zastosowania
Liczne zalety procesu gięcia indukcyjnego są obecnie powszechnie uznane oraz wdrażane w różnych branżach.
Rury gięte indukcyjnie mają bardzo szeroki zakres zastosowań takich jak wodociągi, wymienniki ciepła czy transport płynów i gazów.
Gięcia do zastosowań konstrukcyjnych wykonane przez Barnshaws spełniają tolerancje narzucone przez N.S.S.S. oraz spełniają normy ASME do zastosowań w przemyśle petrochemicznym.
Nasza niezwykła elastyczność pozwala zapewnić pełny zakres usług dla szerokiego grona odbiorców w przemyśle: -

- Chemicznym
- Jądrowym
- Produkcji pomp oraz kompresorów dla cieczy i gazów
- Budowlanym
- Instalacji wodociągowych
- Morskim
- Stoczniowym
- Energetycznym
- Petrochemicznym
Pragniemy podkreślić, że przez cały czas opracowujemy nowe rozwiązania. Zachęcamy do skontaktowania się z nami w celu omówienia korzyści z innowacyjnych sposobów gięcia indukcyjnego jakie możemy dostarczyć.
Informacje techniczne
Nasza misja
W Barnshaws nasza misja „Klient Przede Wszystkim” nie jest tylko pustym hasłem.
Jako firma z największymi możliwościami gięcia stali na świecie, popartymi unikalnym doświadczeniem oraz skalą, dostarczamy dokładnie to czego potrzebujesz, wtedy kiedy jest to potrzebne.
Naszym celem jest rozwijać się wraz z tobą i stworzyć bliską, długoterminową relację biznesową, która zapewni naprawdę wyjątkowe rozwiązania za każdym razem, kiedy będziemy pracować wspólnie.

Wszystkie usługi


Do pobrania


Kalkulator mocy

Kontakt
-

Barnshaws dostarcza gięte profile do budowy Dworca Głównego im. Victorii w Manchesterze
-

Opera Leśna - Barnshaws gnie największe rury
-

Projekt rurociągu petrochemicznego
-

Barnshaws zapewnia wyjątkowe wsparcie dla Welodromu
zapytanie ofertowe

- West Midlands - Tividale
- Tel: 0121 557 8261
- sectionbending@barnshaws.com

- Poland - Siemianowice Śląskie
- Tel: +48 32 730 85 10
- polska@barnshaws.com